





回转窑铸钢件缺陷处理规定
发表日期: 2017-08-27 文章来源:郑矿机器 作者:
铸钢件缺陷处理规定有:
1、回转窑铸钢件缺陷的处理应符合JC401.3的有关规定。
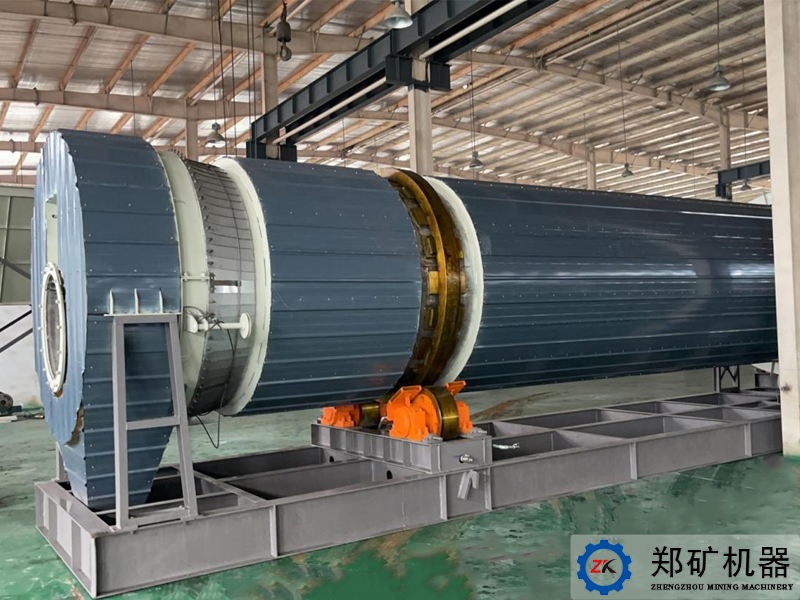
2、对回转窑大齿圈、轮带、托轮和挡轮等重要铸钢件的缺陷处埋,尚应符合以下规定:
a. 粗加工后,轮带、托轮、挡轮外圆表面和大齿圈轮缘上的缺陷,当不超过下述情况时允许焊补:切凿宽度不超过工作宽度的10%。切凿深度不超过壁厚的25%,切凿面积总和不超过各该表面总面积的2%.但连同毛坯件的切凿面积在内总和不超过各该表面总面积的4%:
b .焊补前必须预热,焊补后进行热处理。焊补处硬度应低于母材硬度,其中心地带与母材硬度的差值不大于10%;
c. 精加工后工作表面不允许进行焊补。

- 下一篇: 回转窑大齿圈安装公差的规定
- 上一篇: 回转窑轮带(主要零部件)的技术要求