






重庆永川污泥陶粒生产线项目
发表日期: 2019-08-20 文章来源:郑矿机器
一、项目概况:
项目地址:中国•重庆•永川
产品名称:陶粒生产线
生产规模:年产30万方污泥陶粒生产线项目
服务范围:从原料的贮运、烘干、配料、混和、造粒、煅烧、冷却到成品贮运系统、环境收尘系统、尾气除尘脱硫除臭系统、电气自动化控制系统的工艺设计、厂区规划、设备供应、设备安装调试、售后培训等一条龙的技术服务。
二、项目描述
重庆年产30万方污泥陶粒生产线项目,我司负责陶粒生产线的全厂建设。本厂的建设旨在将污泥无害化处置后资源化,能够大大减少环保压力,为污泥的可持续发展开辟一条新的道路。我司经过近一年的方案交流、投标报价,*后5月份中标。本项目建设中已高环保、高自动化的要求,设计上尽量避免之前国内陶粒生产线出现的问题,并多处采用节能措施,保证项目的顺利实施。目前项目正在安装阶段,相信郑矿品质一定会给客户带去新的体验。
三、工艺流程
生产污泥陶粒的原料主要有污泥、页岩等。
本生产线生产陶粒的工艺过程为:原料破碎、粉磨、烘干→原料配料→陈化→原料上料→原料搅拌→制粒→整形筛选→煅烧→冷却→筛分→储存。
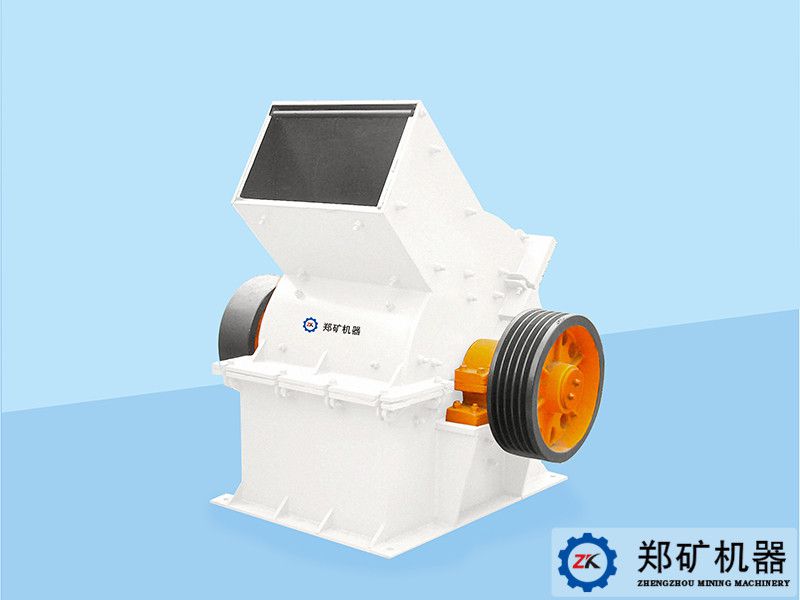
页岩破碎系统生产所需页岩要求含水率≤13%,块度≯350mm,由汽车运至厂内页岩堆场存放。堆存的页岩先由装载机将页岩运至受料斗内,页岩原料在重力作用下经下部棒条喂料机均匀稳定地进入鄂式破碎机进行粗破碎,页岩粒度被破至80mm以下。 鄂式破碎机下部设置皮带机,破碎后的页岩经皮带机送至反击破碎机进行二级破碎,页岩粒度被破碎至30mm以下,再由反击破下部的皮带机送至合格粒度页岩原料堆场堆放。
整个破碎系统采用密封型带式输送机,并配置袋式除尘器对整个环境扬尘点进行除尘,*大改善整个系统作业环境。
经破碎的≤30mm的页岩颗粒含水率>5%时,需要经烘干处理。烘干设备为φ2.2×22m的单筒烘干机,内设扬料板。热风来源于回转窑出口热气,温度~250℃。物料与热风在烘干机内充分接触,出料页岩含水率控制在5%以下。烘干机进出料口设有双层锁风阀,防止外部冷风进入烘干机。
堆场中水分<5%的页岩由装载机装置页岩料斗,经料斗下部设置的带式输送机送至斗式提升机,同时经烘干机烘干后水分<5%的页岩也进入该斗式提升机并被提升至页岩块料仓。仓内页岩干料经振动给料机和皮带秤定量喂料进入球磨机细磨至80~200目,磨后细粉料经斗式提升机进入页岩粉仓缓存,供配料系统配料之用。
外运来的污泥卸至污泥池,污泥池上部设置污泥抓斗起重机,将污泥池中的污泥抓至污泥料斗,再由料斗下部的变频调速螺旋输送机定量喂送污泥。
页岩粉仓内的粉状页岩经仓下所设螺旋计量秤定量输送页岩粉至刮板输送机,再被转运至污泥螺旋输送机后段,页岩粉和污泥在螺旋输送机内初步混合后进入双轴搅拌机,二者在双轴搅拌机内进行二次充分混合搅拌。
搅拌后的混合料经带式输送机输送至均化库布料皮带机,该皮带机上设置犁式卸料车,通过该卸料车在输送机上往复行走将混合料均匀卸至均化库内。均化库长61.8m,宽12.75m,可堆存15天混合料,完全满足生产工艺对原料陈化时间的要求。物料经陈化后,其内部水分、矿物组成和菌落分布更加均匀,能提升产品陶粒的综合性能。
陈化后的原料由半桥式刮板取料机进行取料,并送至带式输送机上方,经带式输送机输送至均化库外。
来自均化库的混合原料经带式输送机转运至双轴搅拌机进行均匀搅拌,再经带式输送机将搅拌后的物料送至对辊制粒机,制好的生陶粒经带式输送机送至整形机进行整形,整形后的生陶粒通过大倾角带式输送机输送至回转窑窑尾房顶部回转窑入料口,作为原料供煅烧系统使用。
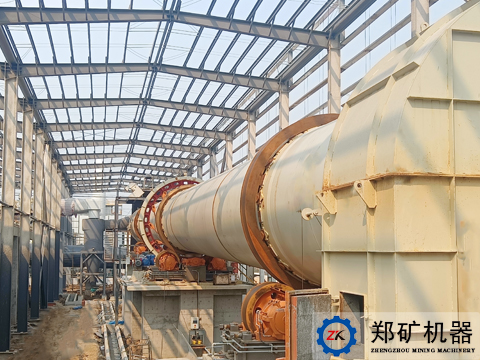
经大倾角带式输送机输送的生陶粒由头部漏斗卸至锁风阀,靠重力作用下落至入窑溜管并顺势进入插接式回转窑内,随着窑体转动向前移动,来至煅烧窑的高温烟气将原料烘干至~800℃后进入煅烧窑进行高温煅烧,煅烧窑温度约为1050-1150℃,窑内物料经20-30min高温烧制体积膨胀,生成陶粒成品,经窑头出料口进入竖式冷却器,冷却器内设置冷风风帽并配套冷风鼓风机,高温陶粒与冷风充分接触被冷却至120℃左右,经下部振动给料机落至高温大倾角皮带机。
回转窑采用谷糠作为燃料,外运来的谷糠卸至谷康库房,经装载机运至谷糠受料斗,在经斗式提升机提升至谷糠料仓顶部。斗式提升机出料口连接出料溜槽,谷糠可直接卸入1#谷糠仓,也可进入螺旋输送机被输送至2#谷糠仓。谷糠仓下设调速喂料螺旋输送机,经调速螺旋输送机出料口卸入谷糠输送风管。风管上游配备谷糠风送风机,风机鼓风将风管内谷糠吹送至回转窑窑头燃烧器入风口。燃烧器内设糠风打散装置,谷糠和风充分均和后喷吹至回转窑内进行燃烧。风机和喂料螺旋均配备变频调速装置,可调节风糠配比及用量,便于回转窑生产过程中风糠用量调节,使用*为方便。
竖式冷却器下落的冷却后的陶粒产品由高温大倾角皮带机送至成品陶粒斗式提升机,斗式提升机倚成品仓而设,成品陶粒被提升至成品仓顶部,通过溜槽进入滚筒筛进行筛分,陶粒成品被筛分为3个粒度等级,经下部的带式输送机运至3个成品料仓。料仓下部设有扇形阀,运送陶粒的车辆可进入料仓下部直接装车外运。成品仓顶设仓顶除尘器,陶粒进仓后仓内含尘气体经除尘器处理合格后排放。
来自回转窑窑尾出来的废气(25000Nm3/h,温度为300℃~350℃),其中一部分直接进入废气处理系统(预计有7000Nm3/h,温度为300℃~350℃),剩余部分(预计有18000Nm3/h,温度为300℃~350℃)进入烘干设备冷却至100℃~120℃),然后进入废气处理系统与*I废气(7000Nm3/h,温度为300℃~350℃)混合。进气温度通过电动调节阀进行调节。废气处理系统的温度状况为190℃±10℃。
废气进入旋风除尘器进行粗级除尘处理。去除率达到20%左右,能有效去除粗颗粒粉尘,同时吸附在粉尘上的部分重金属Hg也将在此阶段去除。此阶段主要以减轻布袋除尘的除尘负荷为主。旋风除尘器底部去除的粗颗粒粉尘通过卸灰阀排入刮板出灰机,集中排至积灰仓。
粗级除尘废气进入布袋除尘器进行深度去除。由于布袋除尘器的除尘效率非常高,而且可去除的颗粒物粒径范围非常宽。滤袋可有效去除来自回转窑的粉尘和活性炭吸附粉尘。其对粉尘的去除率达99%以上,重金属的去除率达80%以上。
本项目布袋除尘器选用带有离线清灰仓,可满足在线除尘过程中,有一个仓在离线清灰状态,实现整套系统的稳定运行状态。布袋除尘器底部去除的粗颗粒粉尘通过卸灰阀排入刮板出灰机,集中排至积灰仓。
本项目采用湿法脱酸工艺。除尘后的废气温度在150℃~160℃,之间,考虑脱酸的效率、设备的耐温、脱水等要求,在湿法脱酸塔的前段设置冷却塔,降低废气温度至80℃左右。
湿法脱酸工艺采用两级方式。*I级以洗涤HCl为主,*二级以洗涤SO2为主。经过两级脱酸处理后,废气可以满足《工业炉窑大气污染物综合排放标准》(DB50/659-2016)、《水泥窑协调处置固体废物污染控制标准》的要求。
湿法脱酸系统根据脱酸产生含盐量的多少,需要定期排污和补水。
湿法脱酸后的废气进入除臭装置,进行除臭。本项目除臭装置采用低温等离子+光催化装置技术,脱臭效率达到95%以上,可有效去除恶臭,脱臭效果达到恶臭污染物排放标准》(GB14554-93)。
四、供货主要设备
序号 | 名称 | 型号 | 数量 |
1 | 陶粒插接回转窑 | 型号:Φ2.5/Φ2.2×40+Φ2.8×20m | 2台 |
2 | 对辊造粒机 | 型号:GL7060 | 4台 |
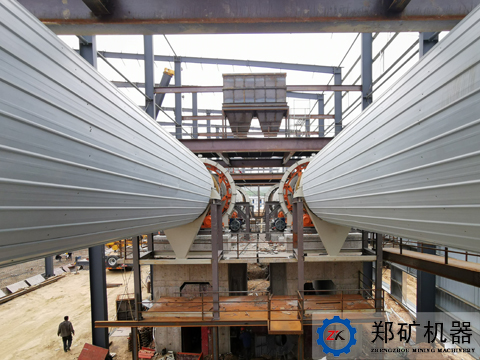
五、现场图片


- 下一篇: 宁波年产10万方的污泥陶粒生产线
- 上一篇: 广东清远污泥黏土陶粒项目