






活性石灰回转窑结圈控制措施
发表日期: 2023-06-14 文章来源:郑矿机器 作者:
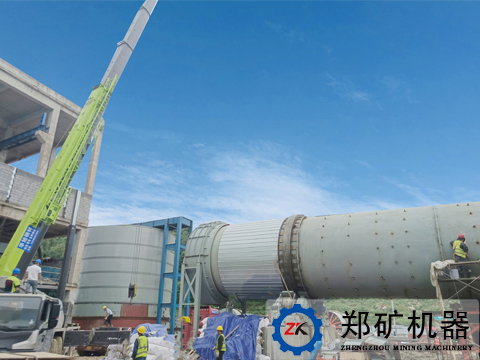
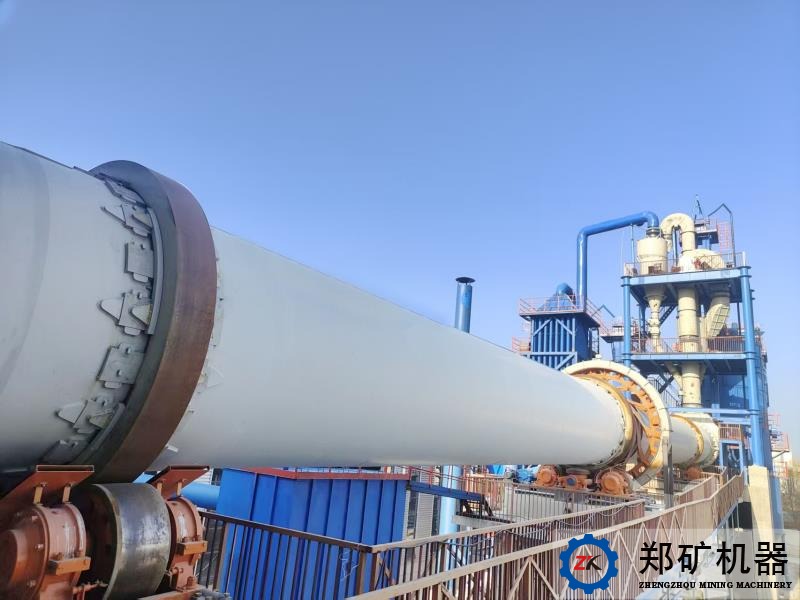
随着国家环保政策的逐步落实,石灰的用量也逐年增加。作为石灰生产线设备的主要供应单位,河南郑矿机器有限公司根据多年的客户维护经验,总结了活性石灰回转窑结圈的控制措施。

NO.1严格原料进厂验收制度
一是加强物理检验控制,进厂粒度应控制在25~45mm,减少过小颗粒原料掺入,避免入窑后大量灰粉产生。二是加强化验检验控制,对进厂的原料进行严格化验,控制CaO含量不低于53%,MgO、SiO2的含量控制在2.0%和1.0%以下,S含量小于0.015%,不合格品原料不入窑。
NO.2降低入窑原料的含粉率
为解决结圈问题在矿石入仓前增加移动筛分设备,改进筛子结构,使入窑含粉率控制在5%以内。
NO.3控制窑速与推料时间的匹配
物料由窑尾运动到窑头完成石灰石分解的全过程,而预热器向回转窑的推料量必须与回转窑的转速同步,也就是说,一定的产量必须制定相应的回转窑转速,以保证物料在回转窑内的料层厚度和填充量。正常控制物料在窑内的填充率在6%~8%之间,窑的转速快慢要达到物料颗粒自我翻滚为宜。
NO.4合理控制各部热工参数
调整好烧嘴角度,合理控制窑尾风机压力、流量和一、二次风机风量及风压,以保证火焰的长度和刚度,使火焰与筒体保持平行。
NO.5加强煅烧过程管理
1)随时观察窑内火焰、气流、物料运动情况,如果发现火焰形状发散,窑内气流浑浊或物料有滑动现象,应立即检查产品实物质量SiO2是否偏高,同时减产降温,调整窑况。选择优质原料入窑,待实物质量好转,窑内气流顺畅,粉尘明显减少,再逐步提产,恢复正常生产,避免熔融物粘窑壁产生结圈。
2)每小时在窑头从格栅侧门取一次样,用肉眼分析实物质量,根据实物质量情况,调整煤气量等工艺参数。
3)冷却器下电振给料机均匀出灰,保证冷却器内高、低料位差在100mm左右,使二次风量供给均匀。
4)计划减产时,应按50t/h梯度逐步减产,同时及时调整煤气量等各部工艺参数;恢复生产时,按升温曲线进行操作。
NO.6一旦发生结圈应采取以下措施
1)不定期短时间减产、停窑,同时,停一、二次风机,观察窑衬情况,如有轻微结圈,选择适当时间减产、降温、利用高、低温差使结圈脱落,避免窑况恶化。
2)如果出现窑头、窑尾产生正压,窑内气流浑浊,主电机电流增大,不能完成正常产量、质量等现象,需停窑处理。
活性石灰回转窑结圈是石灰行业普遍存在问题,结圈因素也是多方面的,既有原料、燃料影响,又与燃烧器的选择和生产工艺控制等有关。只要强化各个环节的管理,预防为主,回转窑结圈就能得到有效控制,进而不断延长结圈周期,逐步实现回转窑高产、稳产。
- 下一篇: 浅析几种立式烘干窑(机)设备!
- 上一篇: ZJ300×3.1m双轴混酸机设备简介!